Kailanhinang hindi kinakalawang na asero, ang pagganap ng elektrod ay dapat tumugma sa layunin ng hindi kinakalawang na asero.Ang hindi kinakalawang na asero na elektrod ay dapat piliin ayon sa base metal at mga kondisyon sa pagtatrabaho (kabilang ang temperatura ng pagtatrabaho, contact medium, atbp.).
Apat na uri ng hindi kinakalawang na asero pati na rin ang mga elemento ng alloying ay ginagamit
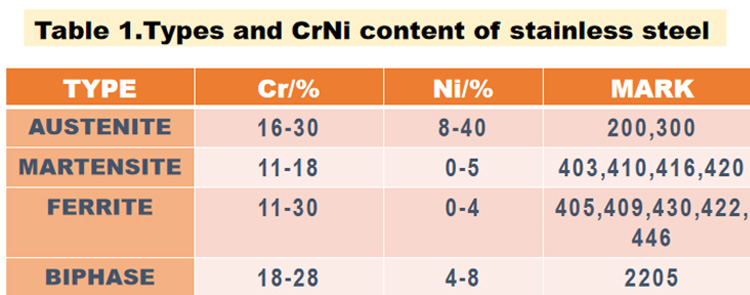
Ang hindi kinakalawang na asero ay maaaring nahahati sa apat na uri: Austenitic, martensitic, ferritic at biphase na hindi kinakalawang na asero, tulad ng ipinapakita sa Talahanayan 1.
Ito ay batay sa metallographic na istraktura ng hindi kinakalawang na asero sa temperatura ng silid.Kapag ang banayad na bakal ay pinainit sa1550° F, ang istraktura ay nagbabago mula sa room-temperature ferrite phase hanggang sa austenitic phase.Kapag pinalamig, ang banayad na istraktura ng bakal ay na-convert pabalik sa ferrite.Ang mga istrukturang Austenitic na naroroon sa mataas na temperatura ay hindi magnetiko at may mas kaunting lakas at tigas kaysa sa mga istrukturang ferrite sa temperatura ng silid.
Paano pumili ng tamang materyal na hinang na hindi kinakalawang na asero?
Kung ang batayang materyal ay magkapareho, ang unang tuntunin ay "itugma ang batayang materyal".Halimbawa, piliin ang materyal na hinang para sa310 or 316hindi kinakalawang na Bakal.
Para sa welding dissimilar materials, sinusunod ang criterion ng pagpili ng base material na may mataas na alloying element content.Halimbawa, kung ang 304 o 316 na hindi kinakalawang na asero ay hinangin, piliin ang uri316.
Ngunit marami rin ang hindi sumusunod sa prinsipyo ng "pagtutugma ng batayang materyal" ng mga espesyal na pangyayari, pagkatapos ay kinakailangan na "kumonsulta sa talahanayan ng pagpili ng materyal na hinang".Halimbawa, i-type304hindi kinakalawang na asero ay ang pinaka-karaniwang base metal, ngunit walang Uri304elektrod.
Kung ang materyal na hinang ay naitugma sa base na materyal, kung paano pipiliin ang materyal na hinang na hinangin304hindi kinakalawang na Bakal?
Kapag hinang304hindi kinakalawang na asero, uri ng paggamit308hinang materyal, dahil ang mga karagdagang elemento sa308hindi kinakalawang na asero ay maaaring mas mahusay na patatagin ang hinang lugar.
308L ay isa ring katanggap-tanggap na opsyon.Ang ibig sabihin ng L ay mababang nilalaman ng carbon,3XXL hindi kinakalawang na asero carbon nilalaman ≤0.03%, at ang pamantayan3XXhindi kinakalawang na asero ay maaaring maglaman ng hanggang0.08%nilalaman ng carbon.
Dahil ang L-shaped welding ay kabilang sa parehong uri ng klasipikasyon gaya ng non-L-shaped welding, ang mga manufacturer ay dapat magbigay ng espesyal na konsiderasyon sa paggamit ng L-shaped welding dahil ang mababang carbon content nito ay binabawasan ang tendency sa intergranular corrosion (tingnan ang Figure 1).

Paano magwelding ng hindi kinakalawang na asero at carbon steel?
Upang mabawasan ang mga gastos, ang ilang mga istraktura ay nagwe-weld ng isang layer ng corrosion resistance sa ibabaw ng carbon steel.Kapag nagwe-welding ng base material na walang alloying elements na may base material na may alloying elements, gumamit ng welding material na may mas mataas na alloying content para balansehin ang dilution rate sa weld.
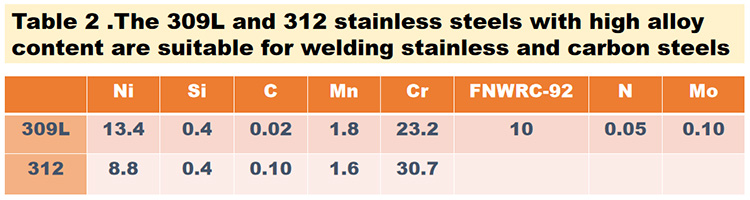
Kapag hinang ang carbon steel na may304 or 316hindi kinakalawang na asero at iba pang hindi magkatulad na hindi kinakalawang na asero (tingnan ang Talahanayan 2),309L hinang materyaldapat isaalang-alang sa karamihan ng mga kaso.Kung gusto mong makakuha ng mas mataas na Cr content, piliin ang uri312.
Ano ang naaangkop na pre-weld cleaning operation?
Kapag hinang gamit ang iba pang mga materyales, alisin muna ang langis, mga marka at alikabok na may solvent na walang chlorine.Sa karagdagan, ang unang bagay na dapat bigyang-pansin kapag hinang hindi kinakalawang na asero ay upang maiwasan ang polluted sa pamamagitan ng carbon steel at makaapekto sa kaagnasan pagtutol.Ang ilang mga kumpanya ay nag-iimbak ng hindi kinakalawang na asero at carbon steel nang hiwalay upang maiwasan ang cross-contamination.Gumamit ng mga espesyal na grinding wheel at brush para sa hindi kinakalawang na asero kapag nililinis ang lugar sa paligid ng uka.Minsan ang joint ay kailangang linisin sa pangalawang pagkakataon.Dahil ang operasyon ng electrode compensation ng stainless steel welding ay mas mahirap kaysa sa carbon steel welding, ang joint cleaning ay napakahalaga.

Oras ng post: Mayo-09-2023